Clausing 6913 Lathe ==> Machining A Chuck
 Up
Up
This page details how I machined a chuck to fit my lathe.
I bought a cheap imported chuck from Jeff Beck, who sells
cheap machine tool
accessories. Jeff is a
fantastic guy from whom I bought things in the past. He is very
customer oriented and always makes things right.
Anyway, what I bought from him was a L00
Four Jaw Lathe Chuck.
It had to be machined to fit the chuck to the backplate.
This is actually a good thing, because machining them on the
customer's lathe
can greatly increase accuracy of the chuck. Machining a chuck can
correct problems such as sligntly bent spindle or mars on the
spindle mating surface, for example.
I did, essentially, three things:
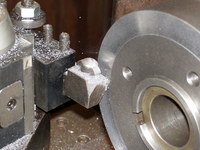
- Machined the face. The point of this is to make sure that the
face surface is percisely located in the plane perpendicular to the
axis of rotation.
- Turned down the mating plug. The point of this is to make sure that
the chuck slips over it and yet is firmly centered. Here you want to be super careful and get tight fit, especially for three jaw chucks.
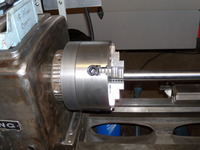
- Aligned the chuck body to point straight along the axis of rotation.
The issue is that the chuck's body is not perfectly machines and
it does not point straight, even though it is held tightly
against a perfectly perpendicular surface. The correction I did
was to insert paper shims between the chuck and the
plate. Before the shims, runout of a straight rod 10" out of the
chuck, was about 0.040". After the shims, I managed to get it
down to 0.004" (0.002" from zero).
(Click on the thumbnail images to enlarge)